 Osa 2 >>
Linkkisivu Gunwritersin
etusivu
Osa 2 >>
Linkkisivu Gunwritersin
etusivu Osa 2 >>
Linkkisivu Gunwritersin
etusivu
31.12.1999:
Mestarien mietteitð
tarkkuuspiippujen tuotannosta
Osa 1
Teksti ja piirrokset: P. T.
Kekkonen
Artikkeli on julkaistu painettuna ASE & ERá-lehdessð 3/86. Lehdessð
julkaistuna meni tietðmys tavallaan hukkaan, koska "Oikeita Metsðstðjið"
taitanee kiinnostaa enemmðn se, "kuka myy SAKOa Sotkamossa" kuin tarkkojen
luodikonpiippujen valmistusteknologia. "G.O.W:n" visitoreista ovat monet
kiinnostuneita teknis-luonteisista aiheista, joten nðitð helmið en enðð joudu
kylvðmððn sikolðttien kaukaloihin. Artikkelin loppuosuus on joutunut valitettavasti
kadoksiin, mutta oleellinen tulee toivottavasti kerrotuksi tallella olevassa pakinassa.
Joulun 1985 alla poikkesin Vammalan Stormissa jututtamassa aseseppð Erkki Mðkistð,
jonka erikoisalana ovat tilausty—nð tehdyt luodikonpiiput. Tarinoimme tuntien ajan
tarkkuuspiippujen poraus- ja rihlausprosessin onnistumisen edellytyksistð, ollen yhtð
mieltð kaikesta, mikð asiaan liittyy. Oma "kirjoitusp—ytð-teoreettinen"
asiantuntemukseni ja arvostetun ammattimiehen kokemusperðiset havainnot olivat
ihmeteltðvðssð sopusoinnussa: Tarkkuuspiippujen valmistuksen suurin salaisuus onkin se,
ettð ei ole mitððn salaisuuksia, eikð ole ollut yli sataan vuoteen.
Seuraavat tekstilainaukset ovat kahdelta USA:n kuuluisimmalta kasa-ammuntakivððrien
erikoispiippujen tuottajalta, nimittðin Mr. CLYDE HARTILTA ja ED SHILENILTá, joiden
nimet panevat "hopeakellon moikumaan" jokaisen harrastukseensa hiukankin
syvðllisemmin perehtyneen kasa-ampujan pððkopan ontelossa: Sekð Shilen ettð Hart ovat
tuotemerkkeinð muodostuneet kðsitteiksi. Lausunnot on yl—skirjoitettu jo 1970-luvun
alkuvuosina, mutta kyseessð on tuotannon ala, jonka taitotieto ei vanhene milloinkaan.
Jokunen uusi kone, laite tai menetelmðn parannus voidaan omaksua aika-ajoin, mutta
periaatteet ovat sðilyneet ennallaan... oikeastaan jo yli sadan vuoden ajan.
1800-luvun piippusepðt pyrkivðt antamaan ty—stððn harhakuvan, ettð siihen liittyy
jonkinlaista "mustaa magiaa", alkemiaa, noituutta ja synkeitð salaisuuksia.
Tðllð tavoin he kai yrittivðt pitðð kilpailijoikseen aikovat yrittðjðt
"bisneksen ulko-puolella". 1880-luvun lopulla alettiin nimittðin markkinoida
teollisesti valmistettuja syvðporaus- ja rihlanh—ylðyskoneita kenelle tahansa, joka
latoi riittðvðn suuren nipun dollareita tiskille. Pian kuitenkin nðhtiin, ettei
pelkðllð kone-runsaudella synny todella tarkkakðyntisið aseenpiippuja.
Legendaarinen Dipl.Ins.(M.I.T.) HARRY M. POPE julisti jo vuonna 1899 julki sen
ettð "hyvðkðyntisen piipun tuotannossa tarvitaan ainoastaan huolellisuutta, ja
malttia tehdð kaikki suurinta tarkkuutta vaativat viimeistelyvaiheet kðsity—nð - ilman
pyrkimystð ty—n jouduttamiseen vippaskonsteilla - sekð ennen kaikkea jðrkeð ja
oivallusta koko homman perustaksi.!" Jo Pope korosti mm. sitð, ettð piipunreiðn
porausvaiheessa ei pidð "ahnehtia", eli sy—ttðð piippuporaa liian nopeasti.
Jos nðin yritetððn voittaa aikaa muutaman minuutin verran, voidaan heIposti kðrsið 45
- 60 minuutin tappio konety—-ajassa: Piippuaihio on pian "petojen sukua = susi jo
syntyessððn".
Jos poranreiðstð tulee kovin kðyrð, on piippuaihio syytð heittðð roskikseen, tai
kðyttðð sitð toisarvoisten valmisteiden ainesputkena. Vain "luonnonsuoraa"
tai erittðin lievðsti kðyrðreikðistð piippuaihiota kannattaa ryhtyð kalvamaan ja
rihlaamaan. Oli yllðttðvðð todeta, ettð suomalainen E. MáKINEN kðytti vuonna 1985
tðsmðlleen samoja sanoja kuin maailmankuulu edeltðjðnsð H.M. Pope vuonna 1899,
kertoessaan tarkkuuden perusedellytyksistð piippumestarin nðk—kulmasta asiaa
tarkastellen.
CLYDE HART...
.kertoi vuonna 1972 itse asiasta kuultuna seuraavaa: "Kivððrinpiipun valmistus ei
ole mikððn valikoidun pienryhmðn keskeinen synkkð salaisuus, vaan melko yksinkertaisen
konepajatekninenen suoritus. Tavoiteltuna lopputuloksena on valmiste, jonka reikð on
yhdenkokoinen viimeistellyn piipun pððstð pððhðn. Piippumetallissa ei saa olla
sisðisið vikoja eikð reiðssð pahoja ty—st—naarmuja. Poraus- ja urakaliberin tulee
olla kyseiselle kaliberille sallittujen toleranssien alueella. Tðmð toleranssialue
vaihtelee eri valmistajilla, ja se riippuu my—s piipun kðytt—tarkoituksesta.
Tarkkuuspiippujen valmistajilla saattaa olla ja tuleekin olla pienemmðt toleranssialueet,
kuin mitð ne ovat massatuotantopiipuilla varustettujen metsðstys- ja
virkistysammunta-aseiden tuottajilla. Joukkotuotanto-aseiden osumien hajonnaksihan voidaan
hyvðksyð 28 mm tai jopa 56 mm 100 metriin. Tarkkuusaseen kðyntivaatimus on nykyððn
huomattavasti tiukempi kuin vielð 25 vuotta sitten. Tðmð johtuu teknisestð
kehityksestð, aiempaa paremmista piippujen raaka-aineista ja erityisesti ampujien
suorituskyvyn keskimððrðisestð parantumisesta.
Ryhdyttðessð valmistamaan todella tarkkaa piippua, on huomio kiinnitettðvð ensiksikin
terðksen laatuun: Sen tulee olla fysikaalisilta ominaisuuksiltaan kyllin hyvðð
kestðmððn ammuntaa nykyisillð korkeapainepatruunoilla. Lastuttavuus on my—s erittðin
tðrkeð ominaisuus: Ellei terðkseen saada silo-seinðmðistð reikðð, on tðysin
turhaa toivoa, ettð tuleva piippu olisi vapaa ty—st—naarmuista tai muista
pintavirheistð - ponnisteltakoon niiden estðmiseksi kuinka tahansa. En vðitð, ettð
reiðltððn hieman naarmuinen tai pintaviallinen piippu on vðlttðmðttð epðtarkka,
mutta virheet—n piippu ampuu rikkeellistð paremmin, jos kaikki muu ominaisuudet ja
olosuhteet ovat verrannollisia.
Terðksen tulee olla my—s yhdenmukaista (= kovuudeltaan, lastuttavuudeltaan ja
joustavuudeltaan vaihtelematonta) piippukangen pððstð, pððhðn kaikissa
koneistusvaiheissa, mutta erityisesti ulkopinnan sorvauksessa. Vaikka useimpien
piippukankien oletetaan olevan normalisoituja eli jðnnityksenpoisto-kuumennettuja jo
terðstehtaassa, on kokemus osoittanut useinkin, etteivðt vakuuttelut pidð paikkaansa.
Tðmðn takia me normalisoimme jokaisen piippuaihion kahdesti (terðsvalssaamolla ehkð jo
suoritetun lðmp—kðsittelyn lisðksi), nimittðin ennen porausty—h—n yhtymistð, sekð
rihlanvedon jðlkeen.
Mielestðni on samantekevðð, millð menetelmðllð piippu rihlataan: H—ylððmðllð,
aventamalla, nappivedolla (= tuurnauksella) vaiko kylmðtaonnalla. Jos lopputulos
tðyttðð ðskenmainitut vaatimukset piipunreiðn pinnan virheett—myyden ja terðksen
yhdenmukaisuuden suhteen, ovat eri menetelmillð rihlatut piiput tðsmðlleen yhtð
tarkkoja ammunnaltaan. Kukin valmistaja voi siis pððttðð itse, millð menetelmðllð
hðn saa, tuotantovðlineist—nsð puitteissa, syntymððn hinta-laatusuhteeltaan
kilpailukykyisið piippuja.
Erððt valmistajat pystyvðt (tai ainakin vðittðvðt pystyvðnsð) viimeistelemððn
piipunreiðn mitoiltaan yhdenmukaiseksi ja sileðpintaiseksi ilman lyijytappi-kolvausta.
Me emme siihen kykene, vaan on Hart-piippuaihion viimeistelyvaiheena aina e.m. kolvaus.
Jotkut tietðmðtt—mðt vðittðvðt tðmðn menettelyn lyhentðvðn piipun
kðytt—ikðð, mutta vertailutestit eivðt ole osoittaneet vðitettð
paikkaansapitðvðksi. Piipunreikððn jðtetððn porattaessa ja rihlattaessa vðhðinen
hiomavara. Kun reikð sitten kolvataan (= mikro-hiotaan lyijytapilla ja hiomatahnalla),
sen poraus- ja uralðpimitat vðljenevðt toleranssialueen rajojen sisðpuolelle, sen
sallimien vðhimmðismittojen tuntumaan, ellei piipun loppukðyttðjð toivo muuta".
(Useinhan oli kasa-ampujilla kðyt—ssððn erikoisvalmisteisia, kenties itsetehtyjð
luoteja, joilla saavutettiin paras ampumatulos hieman minimi-mittaa avarammilla piipuilla.
Luonnollinen kuluminen olisi toki avartanut reiðn luodille otolliseen lðpimittaan, mutta
aseen "sisððnajo" olisi vaatinut ehkð yhden tai pari ulkoratakautta aikaa ja
esimerkiksi 10 000 laukauksen tarvikekustannukset. Kolvaamalla pððstððn samaan
lopputulokseen kenties vain kymmenen minuutin miesty—ajan kustannuksella, laukaustakaan
ampumatta, ellei asetta ampu-kolvata kymmenkunnalla tai muutamalla kymmenellð
laukauksella. Lisðkommentti 1999).
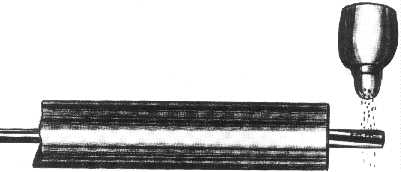
Piipunreiðt on viimeistelty lyijytappi-kolvauksella rihlojen
keksimisestð alkaen, noin vuodesta 1600. Kuvassa A on piipunputkeen
ty—nnetyn rassin pððhðn valettu tina-lyijyseoksinen tappi, kðyttðen
"muottina" esilðmmitettyð piippua. "Lyijykolvin" pððtð
ty—nnetððn hieman ulos reiðstð, ja voidellaan vernissalla tai risiini—ljyllð.
Tðmðn jðlkeen ripotellaan kolvin pinnalle tasainen kerros hiomajauhetta esim.
tavallisesta pippurisirottimesta.
Kolvaus suoritetaan vetðen ja ty—ntðen lyijytappia piipunputkessa, kunnes sen
lðpikulkuvastus on yhtenðinen reiðn joka kohdassa, tai piipun suupuoli on hieman
perðpuolta ahtaampi. Kolvaamalla voidaan my—s kiillottaa piipunreiðn seinðmðt
ððrimmðisen sileiksi. Piipussa kenties liian ohueksi hankautunutta lyijytappia voidaan
paksuntaa takomalla sen etupððtð aseen suupuolelta piipunputkeen ty—nnetyn
tasakðrkisen terðsrassin pððtð vasten, tai kiertðmðllð kolvirassin varresta
ulkonevaa kartiokierteistð ruuvia syvemmðlle lyijytappiin.
Rihlaamattomia musketteja ja haulikoita kolvattiin ("lðpðttiin" eli
"vetoporattiin") asetehtaissa usein my—s kuparilieri—illð, erityisissð
kolvauskoneissa, joissa oli h—yrykoneen kampiakselia ja kiertokankea muistuttava
sovitelma kiertoliikkeen muuttamiseen edestakaiseksi "pumppaukseksi". SAKO Oy:n
kolvauskone on muunnos vanhanaikaisesta rihlah—ylðstð: Kolvin kiertoliike on siinð
pakko-ohjattu rihlannousun mukaiseksi. TIKKAKOSKELLA ja TAMPEREEN ASEPAJALLA oli kolvaus
kðsity—tð. VALMETIN TOURULAN TEHTAALLA ei piippujen viimeistelyð katsottu tarvittavan
lainkaan.! (Tðstð nðkemyksestð johtuu osittain luotipiippujen vaipoittuminen, ja
haulikonpiippujen taipumus lyijyttyð tai kerðtð reikðnsð seinðmiin paksuja
vðlitulppamuovin kerrostumia).
Piippu turmeltuu palamalla
Aseenpiippuja koskevia, oikaisua vaativia harhakðsityksið on yhð vielðkin viljalti
liikkeellð. Valitettavan yleinen on mm. se kðsitys, ettð piippu KULUU
kðytt—kelvottomaksi. Tosiasiassa se PALAA pilalle. Siksi siis tietyt terðslaadut
mahdollistavat suurempien laukausmððrien ampumisen, muunlaisista terðksistð tehtyjen
piippujen kðytt—iðn loppuessa aiemmassa vaiheessa. (Kðytt—ikðð ei lasketa vuosina,
vaan ammuttujen laukausten lukumððrðnð. P.T.K:n muistutus.) Tðmð tosiasia on syynð
lastuttavien ruostumattomien terðsten suosion lisððntymiseen tarkkuusaseiden
piippumateriaalina. Kromipitoinen ruostumaton terðs on vastustuskykyistð juuri palamista
kohtaan. Mekaanista hankausta se saattaa kestðð jopa huonommin kuin niukemmin kromia
sisðltðvð normaali (= sinistettðvissð oleva) piipputerðs.
Kðytt—kelpoinen elinikð riippuu my—s tulinopeudesta, sekð kerralla ammuttavan
ruutipanoksen mððrðstð ja laadustakin: Mitð tilavampi hylsy ja suurempi
ruutimððrð, sitð pitkðkestoisempi on korkean paineen ja kuumuuden vaihe, joka kantaa
veronsa piipun kðytt—iðstð tarkkuuspiippuna. Piipun ylimenokartioon ja rihlatun osan
perðpððhðn kohdistuva kuumuus aikaansaa piipputerðksen nitrautumisen: Terðksen pinta
karaistuu syvemmðllð olevia kerroksia kovemmaksi. Tðmð kovuusasteiden ero saa aikaan
vðhðistð pinnan sðr—ilyð, joka lisððntyy aseen kðyt—n my—tð.
Niin kauan kuin terðksen pinta (sðr—jen vðlissð) pysyy ehyenð, ei ampumatarkkuuteen
kohdistuvia haittavaikutuksia voida havaita, mutta kun sðr—ily jatkuessaan ohittaa
lopulta vaiheen, jossa piipunreiðn seinðmð alkaa lohkeilla erityisesti rihlanpalkkien
sðrmistð, alkaa laukausten hajonta kasvaa havaittavasti.Tðssð vaiheessa voin luopua
lausuntojeni varovaisesta ympðripy—reydestð, ja kertoa ainakin yhden vuorenvarman
asian: Mitð suurempia ruutimððrið poltat kerralla, sitð lyhyempi on aseesi piipun
ennakoitavissa oleva kðytt—ikð !
Toinen tavanomainen harhakðsitys on se, ettð tietyntyyppisestð terðksestð valmistettu
piippu on toisenlaatuisesta terðksestð tehtyð piippua tarkkakðyntisempi
my—tðsyntyisesti. Tðtð vðittðmðð en suostu allekirjoittamaan! Jos kaikki tekijðt
ovat yhdenvertaisia, ei esimerkiksi ruostumattomasta terðksestð tehty piippu ole
hiukkaakaan tarkempi kuin seostamaton hiiliterðspiippu, tai pðinvastoin.
Seosainepitoisemman terðksen kðyt—llð voidaan tietenkin jatkaa piipun kðytt—ikðð,
mutta osumatarkkuutta tavoiteltaessa on koneistus- ja viimeistelyty—n laatu kaikki
kaikessa.
Nðin tehdððn tarkkuuspiippu
Piipunvalmistajilta vaaditaan usein takuuta tietystð tarkkuusasteesta, johon piipun
pitðisi yltðð. (Kðynti esimerkiksi puoli tai neljðnnes kulmaminuuttia. 1 min. = noin
28 mm:n osumakuvio 100 metrin etðisyydellð.) Takuiden antaminen on tðysin mahdotonta,
koska kivððrin tarkkuusominaisuuksien osatekij—itð on monia: Laatuisimmankin piipun
tarkkuus voidaan tðrvellð sovittamalla piippu huolimattomamsti lukkouurnaan, petaamalla
terðsosat puihin hutiloimalla, vahingoittamalla patruunapesðn ylimenokartiota tai
koneistamalla epðkelpo viiste piipunsuun sisðreunaan. Piippuaihion valmistaja on nðihin
mokauksiin tðysin viaton, jos ne ovat muiden kðtten t—itð.
Hart-piippujen tuotantovaiheet ovat seuraavat: Ensin hankitaan piippukanget
terðsvalssaamolta. Niiden kovuus mitataan useista kohdista, ja valitettavan usein
havaitaankin epðyhtenðisyyttð. Jatkojalostukseen hyvðksytyt kanget normalisoidaan, eli
kuumennetaan ja jððhdytetððn hitaasti valssausjðnnitysten poistamiseksi. Haluttua
kovuusastetta voidaan tavoitella sððtelemðllð prosessin lðmp—tilaa ja/tai
normalisoinnin kestoaikaa.
Seuraava vaihe on kanuunaporaus eli syvðporaus eri kalibereihin, jðttðen reiðt
kuitenkin 0,18 - 0,23 mm:in verran alimittaisiksi, koska lopulliseen
"porauskaliberiin" pððstððn vasta kolvaamisen jðlkeen, ja ennen rihlausta
piipunseinðmðt siloitetaan kalvaimella. Tðssð vaiheessa piiput tarkastetaan, ja
kalvaimenterð vaihdetaan, mikðli piipunreiðn lðpimitta tai seinðmðn pinnanlaatu
antavat siihen aihetta. Kalvantavaiheessa ei ole vara lintsata hiukkaakaan.!
Hart-piiput rihlataan nappiveto-menetelmðllð eli kylmðmuovaamalla (= tuurnauksella).
Rihlauksen jðlkeen piippuaihiot normalisoidaan toistamiseen. Tðmðn jðlkeen piiput
vðlivarastoidaan siiheksi, kunnes saadaan tilaus kyseisenkaliberisesta piipusta, jolloin
aihion ulkopinta sorvataan asiakkaan tilauksen mukaiseen muotoon. Tðmðn jðIkeen
piipunreikð kolvataan lopulliseen palkki- ja urakaliberiinsa. Lopputulos tarkastetaan
ððrimmðisellð huolella, hylðten piiput, joissa on jokin pintavirhe tai
koneistusnaarmuja reiðn seinðmissð. Lopputarkastukseen kuuluu paineilmatulkkaus, jolla
voidaan tuhannesosamillin tarkkuudella mitata piipunreiðn kaliberimitat sekð rihlaurien
syvyydet piipunreiðn jokaisesta kohdasta. Mittaustulokset merkitððn tehtaan
rekisteriin, ja tarkastus-p—ytðkirjan ote lðhetetððn tilatun piipun mukana my—s
tilaajalle.
Kerrattakoon vielð suhteellisen helppotajuiset laadukkaan piipun ominaisuudet: Palkki- ja
urakaliberien tulee olla mahdollisimman yhdenmukaiset. Reiðssð ei saa olla ahtaita ja
vðljið kohtia. Reiðn seinðmissð ei saa olla koneistusnaarmuja, tai muita
rosoisuuksia. Kaliberien tulee olla jokaisen piipun joka kohdassa toleranssialueella, joka
Hart-piippujen tapauksessa on 1,27 sadasosa-millimetrið minimistð maksimiin.
Esim. 7,62 mm:n piipun urakaliberin minimi on 7,818 mm ja maksimi 7,8307 mm. Huokeimmissa
massatuotantopiipuissa voi maksimi olla jopa 7,85 mm ja isokaliberi saattaa vaihdella
samassa piippu-yksil—ssðkin minimið ja maksimia sivuten. Nðkemyksemme ja kokemuksemme
mukaan on merkitykset—ntð, onko piipussa neljð, kuusi tahi kahdeksan rihlauraa.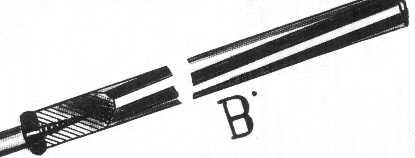
Perinteisen menettelyn korvannee Suomessa vuoden 1981 aikoihin
(vahingossa) keksitty ns. "ampukolvaus". Kuvan B
mukaisen yksil—llisesti valetun lyijytapin asemasta siinð kðytetððn lyijy- tai
vaippaluoteja, jotka pinnoitetaan hioma-aineella ja kirjaimellisesti ammutaan piipunreiðn
lðpi. (Jðlkikðteis-havainto: Joihinkin erikoistarkoituksiin, kuten tylsðn
patruunapesðkalvaimen pesðn "suppelon" etuosaan tekemðn "skraadin"/
purseen/ jðysteen poistamiseen, auttaa kuitenkin vain "wanha konsti", ainakin
pienoiskivððrinpatruunaa ampuvan aseen tapauksessa.
Viimeksi kokeilin omaa kðsinkolvaus-taitoani piekkariin, jonka "suppelossa oli
kummitellut purse" vuodesta 1961 lðhtien. Riivaaja ei ollut vðistynyt ahkerastikaan
ampumalla lðhes 38 vuoden kuluessa. Kolvaamalla se "manattiin" pois alle
puolessa tunnissa: Osumien hajonta vðheni noin 1/3:aan siitð, mikð se oli ollut ennen
"eksorkismia".
Jokainen ase on yksil— !
Nðkemyksemme ja kokemuksemme mukaan on jokaiseen valmiiksi asti koottuun kivððriin
etsittðvð yksil—llinen latausyhdistelmð, joka antaa parhaan tarkkuuden, koska
patruunapesðn koko, ylimenokartion pituus, hylsyn tilavuus ja jopa ruudin
valmistuerðkohtainen vaihtelevuus aiheuttavat vaihteluita eri ase-yksil—iden
suorituskykyyn; erityisesti kðyntitarkkuuteen. Latauksen sopivuuden tai epðsopivuuden ja
aseyksil—n tarkkuus-potentiaalin tutkimiseen on vain yksi menetelmð: Taitavan
kasa-ampujan suorittama koeammunta.!"
Pete:n marginaalihuomautus
Seurattaessa runsaan vuosikymmenen (vv. 1973 - 85) ajan kasa-ammuntakilpailujen
tuloskehitystð, on havaintona ollut se, ettð Hart-piipuilla varustetut asiansa osaavien
erikois-aseseppien valmistamat kivððrit ovat lðhes sððnn—llisesti sijoittuneet
kðrkitiloille, tai ainakin terðvimmðn huipun tuntumaan, kaikissa Vapaan Maailman
maissa. Testiammunta-telineestð eli "konetuelta" ammuttaessa on testattavan
aseen kðyntitarkkuus todellakin lðhes sððnn—nmukaisesti huonompi (= laukausten
hajonta suurempi) kuin osaavan ampujan ampuessa kasa-ammuntatuelta, laadukasta
kiikaritðhtðintð apunaan kðyttðen.
ED SHILEN...
on tarkkuuspiippujen tuottajana kenties varteenotettavin haastaja. Shilen-piiput ovat
tavallisimmin ruostumattomasta terðksestð vaImistettuja, ja kuuluisia pitkðstð
kðytt—iðstððn. Piipunteon salaisuuksista ja piippujen ominaisuuksista kertoili
mestari itse vuonna 1973 seuraavaa:
"Piipputerðksen vetomurtolujuuden tulee olla riittðvð kestðmððn modernien
patruunoiden kehittðmðt korkeat paineet. Metallin tulee my—s kestðð kulutusta ja
lðmp—eroosion vaikutuksia, jos halutaan piipulle pitkð kðytt—ikð, mutta metallin on
samalla oltava helposti lastuttavaa, ettð rihlauksen, pesðn porauksen ja suun
sisðviisteityksen koneistusjðlki olisi mahdollisimman sileð. Valitettavasti ovat
kulumista ja eroosiota kestðvimmðt terðslaadut my—skin kaikkein vaikeimmin
lastuttavia.
Eroosionkeston ja lastuttavuuden suhteen joudutaan aina tekemððn kompromisseja.
Lastuavan ty—st—n lopputuloksen suhteen ei voida tinkið kovinkaan pitkðlle, ja
vððrð on se luulo, ettð esimerkiksi rihlaus muovaavalla ns. nappivedolla tai
kylmðtaonnalla jotenkin siloittaisi piipunporauksen jðttðmðt ty—st—naarmut. Tðstð
vðittðmðstð on totta vain puolet: Tuurnaus tai takorihlaus siloittaa vain
vðhðisimmðt koneistusnaarmut. Usein luullaan my—s, eftð pahatkin ty—st—naarmut
voidaan poistaa helposti lyijytappi-kolvauksella. Tosiasiassa voidaan vain kaikkein
vðhðisimmðt epðtasaisuudet siloitella mikro-hionnalla.
Jos halutaan tðydellisyyttð lðhentelevð piippu, tulee sen reiðn olla ððrimmðisen
sileð ja lðpimitaltaan yhdenmukainen, pððstð pððhðn, jo ennen rihlausvaihetta.
Yleisimmin kðytetyt piipputerðkset ovat nykyððn kromi-molybdeeniterðs n:o 4140 ja
ruostumaton terðs n:o 416. Piippupajojen vakuutteluissa, ettð valmisteet ovat terðstð
n:o 4140 tai n:o 416:tta, on kuitenkin usein totta vain toinen puoli, eivðtkð koko
totuutta tiedð lðheskððn kaikki piipuntuottajat:
Nðiden terðslajien laadulliset ominaisuudet voivat vaihdella paljonkin eri
valmistuserien kesken. Niinpð huippuluokan piippukoneistamot maksavatkin mielellððn
erikoishinnan niin ruostumattomasta, kuin my—s kromi-molybdeeniterðksestð, saadakseen
juuri tiettyihin laadukkaimpiin valmistuseriin kuuluvia piippukankia. Laatuisa terðs on
osaavasti lðmp—kðsiteltyð, kauttaaltaan tasa-kovuista ja mahdollisimman vapaata
sisðisistð jðnnityksistð.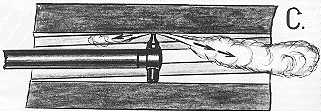
Kuva C esittðð ns. paineilma-tulkkia, jolla voidaan mitata piipun
poraus- tai urakaliberit tuhannesosamillin tarkkuudella. Menetelmð perustuu piippuun
ty—nnetyn ilmasuuttimen ja piipunseinðmðn vðlisen raon kautta vuotavan ilmavirran
virtausvastuksen mittaamiseen. Hankaluutena on pieni mittausalue: Yleensð 0,1 mm minimin
ja maksimin vðlillð, jolloin porausmitan tarkistukseen tarvitaan uramitta-tulkkia
pienempi ilmasuutin.
Tavoitteena "luonnonsuora" reikð!
Uskon varauksettomasti ruostumattoman terðksen etevðmmyyteen piippumetallina
kromimolybdeeni-terðkseen verrattuna. Eittðmðttð "rosteri" tuottaa tiettyjð
ongelmia: On kalliimpaa hankkia, vaikeaa sinistðð ja vastuksellisempaa ty—stðð.
Kuitenkin sen pidempi kðytt—ikð korvaa kalliimman hankintahinnan.
Monille Shilen-piippujen ostajillekin lienee yllðttðvð tðmð tieto, ettð vain
tuiki-harvoin on piipun reikð absoluuttisen suora. Monistakin tekij—istð johtuen pyrkii
kanuunaporan terð ohjautumaan pois piippukangen keski—stð. Niinpð ns.
"luonnonsuoran" reiðn aikaansaaminen on onnekas sattuma. Joudutaankin
asettamaan kysymys: Kuinka suora tulee piipunreiðn olla, ettð piippu ampuisi
absoluuttisen tarkasti ?
Shilenin tehtaalla ei milloinkaan olla pystytty havaitsemaan, ettð lievðsti kðyrð
piipunreikð sinðnsð heikentðisi ampumatarkkuutta, mutta jos kðyryys ylittðð tietyn
asteen, kðy mahdottomaksi rihlata, kolvata ja pesittðð piippu tyydyttðvðllð tavalla.
Piippuaihio joudutaan siinð tapauksessa hylkððmððn, koska siitð ei tule enðð
"kðyntinsð pitðvðð" tarkkuuspiippua, emmekð ryhdy kaupitsemaan
sekunda-luokan valmisteita. Se on meille sananmukaisesti kunniakysymys..!
Porauksen luonnonsuoruus on toki tavoitteemme, mutta toive toteutuu harvoin. Erðs
piipunvalmistajan arvostelukyvyn kriteeri onkin se, kuinka kðyrðreikðisen piippuaihion
hðn hyvðksyy jatkojalostukseen, tai heittðð romukoppaan. Monet valmistajat (= lðhes
kaikki massatuotanto-piippujen tuottajat) katsovat reiðn vðhðisimmðnkin kðyryyden
jonkinlaiseksi vajaalaatuisuudeksi.! Niinpð he vððntðvðt piippukangen
kitkaruuvi-puristimella vðkivalloin mutkalle, saadakseen piipun reiðn suoraksi.! Mutka
suoristetaan sitten sorvaamalla piipun ulkopinta muotoonsa ja lopulliseen lðpimittaansa.
Tðmð on mielestðni anteeksiantamaton mokaus, jos kyseessð on tarkkuusaseen piippu.!!
Kun tðllð tavoin pahoinpidelty piippu ammuttaessa kuumenee, alkaa sen seinðmiin
aikaansaatu jðnnitystila laueta. Metalli palautuu kohti alkuperðistð muotoaan, minkð
seurauksena osumapiste maalissa siirtyilee jatkuvasti. Tðtð sangen tavanomaista
ilmi—tð kutsutaan 'kasan vaeltamiseksi'. Jððhtyessððn piippu suoristuu, koska
metallin kiderakenne palautuu siihen jðrjestykseen, johon se on saatettu kylmiltððn
taivuttamalla.
Metallin struktuuri tavallaan MUISTAA sen jðrjestyksen, mihin se kuuluu missðkin
lðmp—tilassa, ja piippu hakee aina uuden muodon sen mukaisesti. Sanomattakin on selvð,
ettei tðllaisella struktuurivirheellisellð piipulla osu samaan tðhtðyspisteeseen kuin
muutama perðkkðin ammuttu laukaus. Metallin sisðistð jðnnitystð voidaan yrittðð
poistaa lðmp—kðsittelyllð, mutta tarvittaisiin niin ankara kuumennus, ettð uhkana on
piipputerðksen pehmeneminen eli meltoutuminen ja sen kulumisen sietokyvyn huononeminen,
eikð lopputulos ole siltikððn aina taattu."
Perðkaneetti; 1999:
Alkuperðisteksti pððttyy tðhðn. Jatkui kai ASE & ERán numerossa 4/86, mutta
kyseinen lehden vihko on jo ammoin joutunut kadoksiin. Tðtð tekstiversiota on siksi
hieman tðydennetty. Metallien "muisti-ilmi—stð" joutunemme laatimaan
itsenðisen, uuteen tutkimustietoon perustuvan, ensi kertaa julkaistavan artikkelin,
vaikka itse ilmi— oli jo wanhastaan tuttu muunmuassa Harry M. Pope:lle. Hðnkððn ei
suostunut taivuttelemaan edes .22 Short-patruunalle pesitettðvðð piippukankea, jos sen
reikð oli porautunut niin pahoin kieroksi, ettð se nðytti piipun pððstð lðpi
katsoen amerikkalaiselta jalkapallolta: Hðn nakkasi kangen sððlimðttð romukoppaan.
Lievemmin virheelliset piippuaihiot pystyttiin kalvamaan, rihlaamaan ja kolvaamaan eli
"lðppððmððn" 1890-luvun vðlineillð ja menetelmillð. Taivuttelemaan
niitð siis ei ryhdytty reiðn suoristamisen aikomuksessa, koska seuraukset olivat
ennakoitavissa. H.M. Pope:n asepajassa ei ollut laisinkaan korkealle telineelle asetetun
laivan ruoteli-rattaan nðk—istð vekotinta, nimeltððn "oikaisupuristin",
koska Pope ei omien sanojensa mukaan valmistanut vesijððhdytteisten MAXIM-kuularuiskujen
piippuja, "eikð minkððn ilmajððhdytettðvðn aseen piipunseinðmien
kiderakennetta pidð ryhtyð turmelemaan, jos haluaa kðynnin pysyvðn kohdallaan".
Viattomien lasten pðivðnð 1999; Pete
ETYMOLOGIAA:
Sana "kolvaus" on perðisin saksankielestð: "Kolbung" tai
"verkolbung" = "mðnnðllð hiominen". Suomessa
harvinaisempi, joskin konepaja-slangissa tunnetumpi termi "lðppðys" johtuu
englanninkielen sanasta "lapping" = kirjaimellisesti
"syleily", konepajaterminð = "hiertðminen". Tavallisimmin
hierrettiin liereiden esineiden, esimerkiksi h—yrykoneiden mðntien ulkokehið, mutta
my—s tasopintoja, mm. h—rykoneiden luisteja.
Englannissa kðytti haulikkotehtailija WILLIAM GREENER Senior menetelmðstð vielð
nimitystð "draw-boring" tai "lead polishing", (=
"vetoporaus" tai "lyijykiillotus"), mutta hioma-aineena jo
Naxos-saaren smirgelið. W.W. Greener Jr. oli jo omaksunut termin "lapping"
(kaiketi raskaamman teollisuuden puolelta) ja haulikoiden lðppðysmenetelmðn 650
kierrosta minuutissa rautarassin pððssð py—rivðllð lyijylieri—llð, jota vedeltiin
ja ty—nneltiin verkalleen piipunreiðssð, kunnes vðhðisimmðtkin ty—st—naarmut
reiðn seinðmistð olivat hioutuneet pois, ja reikð oli pesðstð supistuskartioon
saakka lðpimitaltaan yhdenmukainen. "Vetoporaus" tuotti ampumaominaisuuksiltaan
paremman piipun, mutta menetelmð oli hidas ja kallis "kiertolðppðykseen"
verrattuna, ainakin kðsity—nð tehtynð.
Jatkuu osassa 2 >>
Osa 2 >> Linkkisivu Gunwritersin
etusivu
Gunwriters on the Web tarkkuuspiipujen tuotannosta,osa 1: http://guns.connect.fi/gow/tarkpiip.html