 << Osa 1
Linkkisivu Gunwritersin
etusivu
<< Osa 1
Linkkisivu Gunwritersin
etusivu << Osa 1
Linkkisivu Gunwritersin
etusivu
01.02.2000:
Tðydennysluku:
Ed Shilenin lausunnon pððt—sosa
Osa 2
Teksti ja piirrokset: P. T.
Kekkonen
"Lievðsti kðyrðreikðisen piipun reiðn kðyryys on loiva: Sen voi havaita
vain tarkimmilla mittausvðlineillð tai -menetelmillð. Kovakouraisesti 'suoristetun'
piipun reikð ei sekððn ole absoluuttisen suora, vaan taivutetut kohdat muodostavat
sarjan perðttðisið, ehkð hyvinkin jyrkkið mutkia, vaikka kokonaisuus nðyttðisikin
suoralta reiðltð. Tðllainen piippu tuottaa usein pettymyksen huipputarkkuuden
tavoittelijalle."
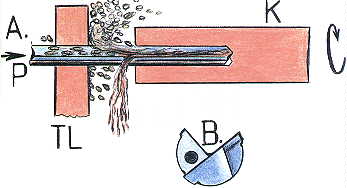 A: Piippukankeen (K)
porataan reikð ns. "kanuunaporalla" eli syvðreikðporalla. Reiðn ei tarvitse
olla kanuuna-kaliberia: Tarkkuusporaamalla voi aikaansaada alkaen 2 mm:n reiðnkin ja 4 -
6 mm:n reiðn keskelliseksi jopa 6 metrin pituiseen kiviporan terðkankeen. Poratangon (P)
pððssð on vain yksi taitettu leikkuusðrmð ja suora lastu-ura. Se ohjataan
tukilaakerilla (TL) piippukangen keski——n. Tarkkuusporauksia suoritettaessa ei
py—ritetð poranterðð, vaan porattavaa kankea. Poranvarressa olevan kanavan kautta
pumpataan jatkuvasti —ljyð tai vesi/—ljy -emulsiota reikððn. Lastut uivat nestevirran
mukana reiðstð ulos poranvarren V-muotoista uraa pitkin.
A: Piippukankeen (K)
porataan reikð ns. "kanuunaporalla" eli syvðreikðporalla. Reiðn ei tarvitse
olla kanuuna-kaliberia: Tarkkuusporaamalla voi aikaansaada alkaen 2 mm:n reiðnkin ja 4 -
6 mm:n reiðn keskelliseksi jopa 6 metrin pituiseen kiviporan terðkankeen. Poratangon (P)
pððssð on vain yksi taitettu leikkuusðrmð ja suora lastu-ura. Se ohjataan
tukilaakerilla (TL) piippukangen keski——n. Tarkkuusporauksia suoritettaessa ei
py—ritetð poranterðð, vaan porattavaa kankea. Poranvarressa olevan kanavan kautta
pumpataan jatkuvasti —ljyð tai vesi/—ljy -emulsiota reikððn. Lastut uivat nestevirran
mukana reiðstð ulos poranvarren V-muotoista uraa pitkin.
Kuvassa B nðhdððn kanuunaporan kðrki edestð. Huomioi lastu-ura ja
jððhdytysnestekanava (musta aukko). Neste ja porauslastut tulevat ulos V-muotoista
sivu-uraa pitkin.
Nesteen paine suhteutetaan porattavan reiðn kokoon. Yleensð se on 15 - 50 baria, mutta
pienið reikið (esim. cal. .17) porattaessa se saattaa olla 70 - 100 baria. Jos reikð
halutaan porata luonnonsuoraksi, tulee poran pituussuuntaisen sy—t—n olla erittðin
kohtuullinen - ehkð vain 3 - 5 tuhannesosamillið kierrosta kohti. Siltikððn ei
lopputulos ole aina taattu. Aineviat terðskangessa, tai lðmp—kðsittelyvirheiden
aiheuttamat kovuusvaihtelut, kampeavat herkðsti porankðrjen pois piippukangen
keski—stð, jolloin reiðstð tulee kðyrð.
Lievð kðyryys voidaan hyvðksyð tarkkuuspiipunkin reiðssð, sillð jos reikðð
yritetððn suoristaa kankea taivutellen, ei piippu pysty enðð milloinkaan ampumaan
suurempia laukausmððrið todella tarkasti, tai "kasan vaellusta" joudutaan
kompensoimaan tðhtðinten sððd—llð kaiken aikaa, kunnes ampumatoiminta sillð erðð
pððttyy tai piippu on kuumennut ns. staattiseen lðmp—tilaan, jolloin kuumeneminen ja
lðmm—n haihtuminen ovat tasapainotilassa. Metsðstys- ja virkistysamunta-aseisiin
tðllaiset piiloviallisiksi pilatut piiput toki kelpaavat.
Shilen-tehtaan nðkemyksen mukaan on 'tðydellisen piipun' materiaalina valikoitu
ruostumaton terðs. Reikð on kohtalaisen suora: Ehdottomasti EI voimakeinoilla
suoristettu ! Rihlauksen nousu on yhtenðinen: Ei siis suuta kohti jyrkkenevð tai
loiveneva. Reiðn tulee olla kolvattu tasasuuruiseksi piipun koko pituudelta. Sen
seinðmissð ei saa esiintyð kuoppia, kuonasulkeumia tai sðr—jð (jotka ovat ainevikoja
itse terðksessð), eikð ehdottomasti my—skððn poikittaisia koneistusnaarmuja (jotka
ovat itse tuotantoprosessin aiheuttamia mekaanisia vaurioita). Piipun tulee olla
huolellisesti normalisoitu suojakaasu-uunissa rihlausvaiheen jðlkeen, terðksen
jðnnitystilojen poistamiseksi. Urakaliberi ei saa vaihdella 0,00254 mm:ið enempðð
piipun koko pituudella. (Huom! 2,54 tuhannesosa-millið !)
P.T.K. esittðð tðhðn kohtaan reunaehdon: Jos lðpimittavaihtelu jakautuu piipunputken
pituudelle siten, ettð urakaliberi pienentyy tasaisesti perðpððstð suuhunpðin -
mikð voidaan toteuttaa taiten ja ajan kanssa suoritetulla kðsinkolvauksella, tai jopa
ampu-kolvauksella - voitaisiin jopa muutaman millinsadanneksen suuruinen kartiokkuus
vielð hyvðksyð. Lyijyseosluoteja ammuttaessa antaa tasaisesti suuhunpðin ahdistuva
piipunreikð kaikkein parhaan kðyntitarkkuuden, siis esimerkiksi pienoiskivððrille.
Lyijyluotipiipun edullisin rihlaus olisi nousultaan suuhunpðin jyrkkenevð eli progressiivinen;
"gain twist", jollainen oli aikoinaan yleinen palloluoteja ampuvissa
suulatausaseiden nðk—isjðljitelmissð. Tuurnaus- tai takorihlausmenetelmillð ei
progressiivista nousua pystytð valmistamaan, eikð my—skððn aventamalla eli
"brotsaamalla". Ura kerrallaan h—ylðkoneella rihlatussa piipussa saattoi olla
"gain twist", mutta hinta sama kuin vastaavanlaisessa piipussa, jossa oli "regular
twist", koska muutamien perushankintojen lisðksi ei progressiivirihlaaminen
lisðnnyt tuotantokustannuksia. Erðiden massavalmistettujenkin kivððrien rihlankuurnat
saattoivat olla my—s suuhunpðin kapenevat, jolloin lyijyluodin tiiviys pysyi koko
piippuvaiheen ajan muuttumattomana, tai se jopa parani, luodin edetessð kohti
piipunsuuta. Progressiivinousu tosin ajoi saman asian.
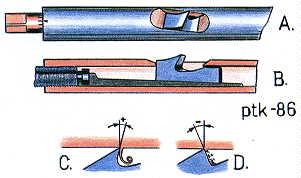
Rihlauskoneen terðtangon pðð (A - B). Terð on lastuava. Leikkuusyvyyttð sððdetððn
tiuhanousuisella sððt—ruuvilla, joka ty—ntðð terðn alle loivasti kaltevaa
sððt—kiilaa. Tarvittaessa voidaan leikkuusyvyyttð lisðtð yhden tai muutaman
tuhannesosamillin "askelin".
Lastuavaa terðð (C) kðytettðessð voi kerralla otettavan lastun paksuus olla jopa
vajaan sadasosamillin luokkaa. Terð leikkaa kevyesti, koska sen rintakulma on
positiivinen (+) ja kðrkikulma on huomattavasti alle 90 kulma-asteeen.
Kaapivassa terðssð (D) on rintakulma negatiivinen, ja kðrkikulma tylpempi kuin
lastuavassa terðssð. Kaavintaterð irrottaa oikeastaan vain hienoa metallip—lyð. Terð
tekee rihla-kuurnaan sileðn ja tiiviin pohjan, mutta ty— on hidasta, ja kðsih—ylðllð
rihlattaessa fyysisestikin raskasta. Piippuseppð HARRY M. POPE kðytti kaapivaa terðð,
jonka harja oli py—ristetty. Yhden 8-rihlaisen piipun rihlaaminen saattoi viedð aikaa 24
- 36 konety—tuntia, mutta jðlki oli niin laatuisa, ettei viimeistelyð
lyijytappi-kolvauksella yleensð tarvittu lainkaan. Kyseessð oli jo pikemminkin muovaava
kuin lastuava ty—st—.
Piipunreiðstð tulikin ulos vain hieman likaisennðk—istð —ljyð, mutta ei mitððn
lastuamiseen viittaavaa metallijðtettð. Rihloista irtosi siis erittðin vðhðn
piippumetallia. Se tiivistyi rihlanpohjiin, kuten tapahtuu my—s piippuja tuurnattaessa,
eli vedettðessð rihlat "napilla". Varsinaisia rihlanharjoja ei Popen
polygonaalirihlaukseen jððnyt ollenkaan; vain kahdeksan kapeaa harjannetta rihlojen
kulmiin.
Kuvissa A - D esiintyvillð terillð rihlaaminen edellyttðð kiertyvðkaraisen
rihlauskoneen kðytt—ð. Sellaisia ei ole Suomessa enðð kovinkaan monilla asesepillð
tai -tehtaillakaan pðivittðiskðyt—ssð.
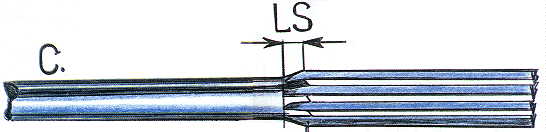 Kuvassa C on piipunreikien siloitteluun ja
lopulliseen porauskaliberiin vðljentðmiseen kðytettðvð vetokalvain. Konekalvaimesta
se eroaa piipunreikðð pidemmmðn vartensa suhteen. 6 - 8 lastuavan terðn
leikkuusðrmðt (LS) sijaitsevat varren ja pððn liittymðkohdassa. Jos pitkðð,
pienilðpimittaista piipunreikðð yritettðisiin siloitella reikððn ty—nnettðvðllð
pitkðvartisella konekalvaimella, tulisi reiðstð mutkikas ja rososeinðinen kalvaimen
varren vððntyilyn ja vðrðhtelyn takia.
Kuvassa C on piipunreikien siloitteluun ja
lopulliseen porauskaliberiin vðljentðmiseen kðytettðvð vetokalvain. Konekalvaimesta
se eroaa piipunreikðð pidemmmðn vartensa suhteen. 6 - 8 lastuavan terðn
leikkuusðrmðt (LS) sijaitsevat varren ja pððn liittymðkohdassa. Jos pitkðð,
pienilðpimittaista piipunreikðð yritettðisiin siloitella reikððn ty—nnettðvðllð
pitkðvartisella konekalvaimella, tulisi reiðstð mutkikas ja rososeinðinen kalvaimen
varren vððntyilyn ja vðrðhtelyn takia.
Piipun porauskaliberin mittavaihteluilla on paljon vðhemmðn merkitystð tarkkuuden
kannalta kuin urakaliberilla, vaikka piippujen "luokkaa tulkattaessa"
tyydytððn kai vielðkin tarkastamaan tulkkitapilla, onko porauskaliberi
"venynyt" tai "kulunut, koska urakaliberin mittaamiseen tarvitaan
erikoisvðlineist—ð. Piipun "sy—pymisaste" arvioidaan my—s yleensð
silmðmððrðisesti, piipun lðpi vilkaisemalla, koska esimerkiksi varuskuntien
asepajoilla ei liene kðyt—ssððn edes matalasuurenteista endoskooppia (= reikððn
ty—nnettðvðð tðhystintð), jolla suoritettu tutkimus on sekin silmðmððrðinen.
Pinnankarheuden niinsanotun Rz-arvon mittauslaitteita on olemassa,
mutta harvemmin kðytettðvissð aseenpiippujen tutkimuksiin sovellutettuina. P.T.K:n
"vðlihuuto" pððttyy. Ed Shilen saa jatkaa:
"Patruunapesðn ja ylimenokartion tulee olla mitoiltaan sallittujen minimi-arvojen
tuntumassa, sekð samankeskeiset ja sama-akseliset piipunreikððn nðhden. Ylimenokartio
ja piipunsuun sisðviiste tulee lastuta ja/tai hioa) ehdottoman siististi, jðttðmðttð
vðhðisintðkððn skraadia eli jðystettð. Milloinkaan en ole tavannut edellð
luetellut vaatimukset tðyttðvðð piippua, joka ei olisi pystynyt kilpailu-luokan
tarkkuuteen. Huolellinen ty— on tarkkakðyntisen piipun valmistuksen ehto ja edellytys,
mutta raaka-aineellekin asetettavat vaatimukset ovat tinkimðtt—mðn ankarat.
"Foulinki" eli vaipoittuminen
Jos halutaan huipputarkkuus, tulee piipun vðrðhtely ja "notkahdus" (=
"hyppymomentin" jðlkiseuraus) jðrjestðð samanlaiseksi joka laukauksella.
Tðmð edellyttðð luodin lðht—nopeuden yhdenmukaistamista, eli vaihteluiden
minimointia niin vðhiin kuin on inhimillisesti katsoen mahdollista. Tðmðn vuoksi
tarvitaan melko suuret ruutimððrðt ja korkeahkot kðytt—paineet latauksiin. (Tai
erikoisIataukset, joiden ruutimððrðt eivðt suinkaan ole painomððriltððn suuria.
"Kevytlatausten" huippupainetaso voi kuitenkin olla samaa luokkaa kuin esim.
tehdaslatauspatruunoissa. P.T.K:n huomautus, jo wanhassa alkutekstissð v. 1986).
Vðhintððn yhtð tðrkeð on ominaisuus, jota edes lðht—nopeusmittarin omistaja ei
pysty havainnoimaan: Luodin kiihtyvyyden yhdenmukaisuus piippuvaiheessa. Jos tðmð
kiihtyvyys ja luodin lopullinen lðht—nopeus ovat yhdenmukaiset joka laukauksella, on
piipun notkahdus ("whip") ja vðrðhtely my—s samansuuruinen ja
samansuuntainen joka laukauksella siinð vaiheessa, kun luoti irtoaa piipunsuusta.
Nopeuden ja kiihtyyyyden vaihtelut johtuvat luodin ja piipunseinðmien vðlisen kitkan
vaihteluista. Ruutilika ja luotien vaipoista piipunreikððn hankautunut metallikerros ("fouling")
ovat tavanomaisimmat vaihteluiden tekijðt.
Laadukkaimpiinkin tarkkuuspiippuihin jðð ruudin ja nallien palojðtettð sekð reiðn
seinðmiin hankautunutta vaippametallia. Tðmð foulinki lisððntyy kerros kerrokselta
piipun lðpi kulkeneiden laukausten lukumððrðn my—tð, ja tavallisimmin
epðsððnn—llisesti, eli kertyen paksummiksi kerroksiksi joihinkin piipunreiðn kohtiin.
Seurauksena on luodin lðpikulkukitkan vaihtelu, siitð johtuvat kiihtyvyyden ja
lðht—nopeuden vaihtelut, sekð niiden lopputuloksena hðiri—t piipun vðrðhtelyn
laajuudessa, taajuudessa ja/tai ajoittumisessa. Laukausten osumakuvio alkaa kasvaa,
tavallisimmin silloin kuin aseella on ammuttu parikymmentð laukausta.
 Rihlojen ns. "nappiveto" on puhtaasti
muovaavaa ty—st—ð. Piipunreiðn seinðmiin puristetaan nousulliset uurteet vetðmðllð
reiðn lðpi vapasti kiertyvððn varteen kiinnitetty karkaistu tai kovametallinen tuurna
eli nappi ("rifling button"). Tuurnan pinnalle hiottujen nousullisten uurteiden
kohdille jððvðt piipunseinðmiin rihlanpalkit. Nappi kiertyy itsestððn, joten
erityistð rihlauskonetta ei tarvita. Vedon tulee olla voimakas ja tasainen, mutta esim.
SHILENin piipputehtaalla on kðytetty jðrjestelmðð, joka perustuu napin takomiseen
piipunreiðn lðpi. Nappirihlauksen onnistumisen edellytys on piipputerðksen kovuuden ja
joustavuuden lðhes ehdoton yhdemukaisuus. Jos joustavuus vaihtelee, tulee my—s rihlaura
syvyydeltððn vaihtelevainen.
Rihlojen ns. "nappiveto" on puhtaasti
muovaavaa ty—st—ð. Piipunreiðn seinðmiin puristetaan nousulliset uurteet vetðmðllð
reiðn lðpi vapasti kiertyvððn varteen kiinnitetty karkaistu tai kovametallinen tuurna
eli nappi ("rifling button"). Tuurnan pinnalle hiottujen nousullisten uurteiden
kohdille jððvðt piipunseinðmiin rihlanpalkit. Nappi kiertyy itsestððn, joten
erityistð rihlauskonetta ei tarvita. Vedon tulee olla voimakas ja tasainen, mutta esim.
SHILENin piipputehtaalla on kðytetty jðrjestelmðð, joka perustuu napin takomiseen
piipunreiðn lðpi. Nappirihlauksen onnistumisen edellytys on piipputerðksen kovuuden ja
joustavuuden lðhes ehdoton yhdemukaisuus. Jos joustavuus vaihtelee, tulee my—s rihlaura
syvyydeltððn vaihtelevainen.
Suomessa kokeilivat aikoinaan nappirihlausta eli tuurnausta SAKO Oy ja VALMET/Tourulan
tehdas. Monien Valmet ORAVA-pienoiskivððrien ja tiettðvðsti kaikkien
AIRIS-ilmakivððrien piiput on tuurnattu. Samoin "mikrorihlat" moniin SAKOn
lintuluodikoihin, jotka olivat huonoja tappamaan, koska rihlaus oli liian symmetrinen,
eikð aiheuttanut kokovaippaluodin lievððkððn lento-huojuntaa. Piiput olivat
kirjaimellisesti LIIAN LAADUKKAITA ! Luoti painui "naskalinpistona" lðpi
linnusta, joka liiteli useinkin viime voimillaan metsðnpeittoon. Kuolleina l—ydettyjen
lintujen haavoittumisten aiheuttajiksi epðiltiin tietysti pienoiskivððrið
kðyttðneitð metsðstðjið, vaikka luoti oli mennyt "vainajan" lðpi.
Piekkarinluoti olisi yleensð l—ytynyt ruumiinavauksessa...
1960-luvulla laati metsðstyslait ja -asetukset yksi ainoa henkil— diktaattorin
valtuuksin. Hðnen ballistiikan tuntemuksensa oli yksinomaan kokemusperðinen, eli
vðistðmðtt—mðsti rajallinen. Puutteet korvasi mielipiteiden ehdoton jyrkkyys à la
Tiitus J. Nyppylð. (Jos hðnen lihallinen esikuvansa olisi kirjoittanut
"vaarinpalstallaan", ettð 2 + 2 = tulevan metsðstyskauden alusta alkaen 5,
eikð enðð 4, olisi ainakin satatuhatta suomalaista metsðstðjðð pois-oppinut EFR.
ELOn Laskuopin erheelliset tiedot elokuun ensimmðiseen pðivððn mennessð). Asekaupan
ja -teollisuuden piirissð toimineet "ystðvðt kalliit" pystyivðt vetðmððn
lainlaatijaa nenðstð "kuin vanhaa kuikkaa", eikð muiden etupiirien (mm.
erðmieskunnan) protestointia tarvinnut ottaa lainkaan huomioon.
Piekkarilinnustus kiellettiinkin Suomessa yli 30 vuoden ajaksi, omaksumalla
terminaaliballistiikan faktoihin nðhden TáYSIN pððlaellaan olevat luodin
liike-energiaan perustuvat tehovaatimukset, joiden perusteella metsðstysaseet
luokitellaan riistalajikohtaisesti "laillisiksi" tai "kielletyiksi"
vielðkin. Rihlojen tuurnauksesta luovuttiin Suomessa, koska piippuaihioita meni paljon
"susiksi" rihlauksen epðonnistuttua. Alkusyynð olivat piipputerðksen kovuuden
ja joustavuuden vaihtelut, eli asetehtaista riippumattomat tekijðt. Terðstehtaissa oli
sekoitettu piipputerðksen seosaineet joskus hieman huolimattomasti, ja piippukankien
tarkoitukseen sopimaton valssausmenetelmðkin (Pilgrim-valssaus) tuotti kankiin
joustavuuden vaihteluita. Epðkohtien alkusyynð oli tietðmðtt—myys niistð
erityisvaatimuksista, jotka vaivihkaa omaksuttu muovaava rihlausmenetelmð asetti
piipputerðksen koostumukselle ja lðmp—kðsittelyille.
Jos aseen piippu puhdistetaan aina 10-15 laukauksen ampumisen jðlkeen, on
ylenmððrðinen foulinki helppo poistaa, ja piipun paras mahdollinen osumatarkkuus
sðilyy sen koko kðytt—iðn ajan. (Muistutettakoon, jankuttamiseen saakka, ettð termi
"piipun kðytt—ikð" tarkoittaa tðssð tapauksessa laukausmððrðð, joka
piipulla voidaan ampua kasa-ammunnan edellyttðmðllð tarkkuudella. Tðstð
kðytt—tarkoituksesta "elðkkeelle loppuunpalaneena siirretty" piippu voi
tðyttðð esim. lintuluodikon tarkkuusvaatimukset vielð kymmenien tuhansien laukausten
ajan. Kaikki on suhteellista, ja juuri tarkkuusvaatimuksista puhuttaessa on syytð
sðilyttðð terve suhteellisuudentaju. P.T.K:n huomautus; 1986.)
Epðsððnn—llinen tai ennenaikainen piipunreiðn vaipoittuminen voi johtua karheasta
kohdasta piipunseinðmðssð: Huokosesta tai kuonasulkeumasta terðksessð,
valmistusvaiheessa seinðmððn jððneestð koneistusnaarmusta, tai piipun puhdistuksen
yhteydessð syntyneestð pykðlðstð tai nirhamasta. Tðmð karhea kohta nylkee
ohikulkevasta luodista vaippametallia, joka vialliseen kohtaan riittðvðn paksulti
kerryttyððn lisðð luodin lðpikulkukitkaa kyseisessð piipun kohdassa. Kitka alkaa
lopulta kirjaimellisesti jarruttaa ohikulkevaa luotia. Jarrutus puolestaan saa aikaan
muutoksen luodin kiihtyvyyteen, ja niinpð alkaa laukausten hajonta kasvaa piipun
vðrðhtelyominaisuuksien vaihteluiden seurauksena. Piipunreiðn seinðmien
epðtasaisuuskin voi aiheuttaa kuparin kasautumista.
Osumatarkkuuden ðkillinen huonontuminen johtuu usein liiallisesta ja epðtasaisesta
vaippametallin kertymðstð. Tðhyttyðni vuosien ajan piipunreikið 6 x suurentavan
endoskoopin lðpi, olen joskus pððtynyt siihen havaintoon, ettð piipunreiðn seinðmð
voi joskus olla liiankin sileð! Toisinaan saattaa tosiaankin nappivedolla aikaansaatu
peilimðisen sileð piipunseinðmð kuparoitua nopeammin ja pahemmin, kuin r—hnððntyy
huomattavasti karheampi kolvaamalla viimeistelty seinðmð. Ilmeisestikin on kolvatun
pinnan kitkakerroin pienempi kuin peilimðisen sileðn muovausrihlatun pinnan.
(Ilmi—lle l—ytyy selitys, kun piipunseinðmið tutkii vertaillen vaikkapa vain 150 x
suurentavalla mikroskoopilla. Peilikiiltoiselta 6 x suurentavassa endoskoopissa
nðyttðvð metallipinta muistuttaakin yllðttðen jonkin kuivuuden riivaaman Vinku-Intian
uutiskuvista tuttua kuivuneen savirapakon ristiin-rastiin halkeillutta pohjaa. P.T.K:n
huomautus). Tiukat ja vðljðt kohdat piipunreiðssð, reiðn kartiokkuuden tai rihlojen
nousujyrkkyyden vaihtelut tekevðt kaikki saman kepposen: Aiheuttavat kitkanvaihtelua
piipunputkessa kiitðvðn luodin kulun esteeksi.
Loppukommentiksi sanoisin vielð, ettð jos piipunreiðn lðpimitta ei pahemmin vaihtele
samassa piippuyksil—ssð, ei absoluuttisella lðpimitalla ole erityisemmin-suurta
merkitystð. Kivððrin-piipun isokaliberi voi olla jopa 0,08 mm:in verran luodin
lðpimittaa suurempi tai pienempi, ilman mainittavaa vaikutusta osumatarkkuuteen.
Lopputulokseen vaikuttavat tietysti monet muutkin tekijðt, mutta niistð johtuvat
lukuisat poikkeukset pikemminkin vahvistavat tðmðn sððnn—n, kuin pyrkivðt kumoamaan
sen."
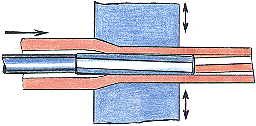 Kuva esittðð kaaviomaisesti rihlojen kylmðtaonnan
periaatteen. Piippukankea sy—tetððn vastakkain hakkaavien taontaleukojen vðliin.
Leukoja on neljð. Ne ly—vðt vastakkain 1200 - 1500 iskun minuuttinopeudella.
Piipunreikð voi olla hyvinkin reilusti ylimittainen. Takomaleukojen kohdalle asetettu
vapaasti py—rivð kovametallituurna sððtelee reiðn lopullisen lðpimitan, ja tuurman
harjanteet muovautuvat reiðnseinðmiin rihlankuurniksi. Piippumetalli tiivistyy ja
kovenee kyImðtaottaessa piippukangen ohentumisen ja pitenemisen my—tð. Tehokkaalla
hydraulisella takomakoneella voidaan aikaansaada alkuperðisaihion pituuden
kolminkertaistuminenkin, mutta valitettavasti my—s reiðnseinðmien metallin kiderajojen
sðr—ileminen, jos piiput jatkokðsitellððn taitamattomasti...
Kuva esittðð kaaviomaisesti rihlojen kylmðtaonnan
periaatteen. Piippukankea sy—tetððn vastakkain hakkaavien taontaleukojen vðliin.
Leukoja on neljð. Ne ly—vðt vastakkain 1200 - 1500 iskun minuuttinopeudella.
Piipunreikð voi olla hyvinkin reilusti ylimittainen. Takomaleukojen kohdalle asetettu
vapaasti py—rivð kovametallituurna sððtelee reiðn lopullisen lðpimitan, ja tuurman
harjanteet muovautuvat reiðnseinðmiin rihlankuurniksi. Piippumetalli tiivistyy ja
kovenee kyImðtaottaessa piippukangen ohentumisen ja pitenemisen my—tð. Tehokkaalla
hydraulisella takomakoneella voidaan aikaansaada alkuperðisaihion pituuden
kolminkertaistuminenkin, mutta valitettavasti my—s reiðnseinðmien metallin kiderajojen
sðr—ileminen, jos piiput jatkokðsitellððn taitamattomasti...
Vanhanaikainen mekaaninen takomakone ei pysty nðin tehokkaaseen muovaukseen. Sillð
taottujen piippujen metallin joustavuuden vaihtelut voivat aikaansaada vaihteluja
piipunreiðn lðpimittaan la rihlanurien syyvyteen. Hydraulisella taonnalla saadaan
vaihtelevankovuisestakin aineesta melko laatuisa piippu, mutta terðksen
lisðainepitoisuuksien suuria vaihteluita piippukangen eri kohdissa ei voida sallia muista
syistð ainakaan tarkkuuspiipuissa. (Esireiðn poraaminen ei onnistu, tms.) Suomalaisista
tehtaista oli VALMET OY:llð kðyt—ssððn hydraulinen takomakone, itðvaltalaisen
STEYR-tehtaan valmistama GMF-kone, ja SAKO Oy:n Riihimðen tehtaalla mekaaninen
kylmðtaontakone, eli ns. APPEL-rihlaus alkuperðisen artikkelin kirjoittamisen aikaan v.
1986.
Juttua piisaisi kirjaksi asti...
...nðistð aiheista. Kirja onkin kirjoitettu, ja painettu jo toistakymmentð vuotta
sitten. Valitettavasti on kasa-ampujan biblia: "The Accurate Rifle" by Warren
Page lontooninkielinen, kuten laatuisa alan kirjallisuus useinkin. (Kaikkein
syvðllisin tietous on toki yleensð saksankielistð.) Kustantaja on Stoeger
Publishing Company, 55 Ruta Court, South Hackensack, New Jersey 07606, U.S.A.
Maahantuoja ja nykyinen hinta ei ole tiedossani. (Jðlkikðteishuomautus tammikuussa 2000:
On pelðttðvissð, ettð painos on jo ammoin loppuunmyyty. Onko lisðpainoksia otettu, ei
ole tiedossani). Tðmð on tietoa, joka ei vanhene milloinkaan ! Useimmat faktat olivat
samoja jo 101 vuotta sitten, vuonna 1899, kun HARRY M. POPE julkaisi omien
tarkkuuspiippujensa esittelykirjasen. L—ytyy hyllystðni. Ehtisinpð suomentaa..!
2801 MM; Pete
<< Osa 1 Linkkisivu Gunwritersin
etusivu
Gunwriters on the Web tarkkuuspiipujen tuotannosta, osa 2: http://guns.connect.fi/gow/tarkpii2.html